Na última década, as lavouras de cana-de-açúcar passaram por uma transição com a mecanização da colheita e do plantio. No Centro Sul brasileiro, região que abriga praticamente 90% da nossa produção de açúcar e álcool, o índice de mecanização da colheita beira a totalidade. “É necessário um planejamento de colheita que contemple o sistema como um todo e não de forma isolada as etapas de corte, transporte e transbordo”, aponta o agrônomo João Henrique Mantellatto Rosa.
Rosa é autor de um estudo desenvolvido no Programa de Pós-graduação em Engenharia de Sistemas Agrícolas da Escola Superior de Agricultura Luiz de Queiroz (USP/ESALQ) que pode ajudar boa parte dos agentes da cadeira sucroenergética a realizarem de maneira mais segura o dimensionamento técnico e econômico do processo de colheita mecanizada.
Em síntese, o produtor hoje precisa saber com mais precisão o tamanho do investimento, técnico e financeiro, na hora de estimar custos de uma etapa que absorve praticamente 25% dos aportes do setor. “De tudo que hoje é gasto para se produzir um litro de etanol ou 1 quilo de açúcar, 25% fica na colheita. Esse é um ponto que temos que dar atenção. Precisamos dimensionar a gestão técnica e a esfera econômica. De forma bastante simples, tentamos ajudar os agentes a saber quantas máquinas e quanto de verba ele precisará para atender determinada demanda”.
Assim nasceu o Gescol, um modelo, desenvolvido em planilha, que integra uma serie de variáveis, produtividade agrícola, perdas, velocidade da operação, demanda da usina, questões climáticas. O trabalho teve orientação do professor Marcos Milan, do Departamento de Engenharia de Biossistemas e tem como diferencial contemplar toda a dinâmica da colheita, incluindo sistemas de apoio. “Uma colhedora está na faixa de R$ 1 milhão e, em média, somente uma produção de 1.000 hectares justifica a aquisição de uma máquina como essa. Grande parte dos produtores do país está na faixa de 100 a 150 ha, ou seja, gente que não tem condições de manter essa estrutura e se vê obrigado a terceirizar. Assim essa ferramenta ajudaria nesse planejamento e na negociação com os prestadores desse tipo de serviço”.
Gescol – Segundo o autor da ferramenta, o modelo recebeu o nome de “Gescol” e o algoritmo foi desenvolvido no software Excel®. “Embora a planilha tenha limitações de recursos, em especial quanto a capacidade do processamento de dados e certa fragilidade no que diz respeito à segurança operacional, trata-se de uma plataforma de baixo custo, ampla utilização e fácil manipulação”. Rosa lembra que um software dedicado exige altos investimentos e equipe especializada para desenvolvimento e manutenção, além de que eventuais modificações na rotina são complexas de serem realizadas. “Portanto, a estruturação do modelo em planilha eletrônica pode ser vista como uma etapa preliminar de desenvolvimento de um software dedicado, tendo por objetivo consolidar os conceitos e relações que representam o sistema em questão”.
Na prática, o usuário do Gescol na estrutura do modelo, uma rotina de cálculo que tem início com a entrada de dados referentes ao planejamento de moagem e capacidade industrial, buscando-se estabelecer a quantidade de matéria-prima a ser processada em um determinado horizonte de tempo.
Aferidas as premissas de planejamento, a etapa seguinte é a determinação do ritmo operacional, que expressa, no caso do sistema de colheita, a quantidade de área a ser colhida em função do tempo disponível para realização da operação. “A área a ser colhida depende da relação entre o planejamento de moagem e produtividade agrícola, levando-se em conta as perdas na operação”, pondera Rosa. “Neste sentido, vale destacar que área a ser colhida é uma variável de saída do modelo, fato este que difere de modelagens realizadas por outros autores, que utilizam a área como premissa de entrada. A lógica de se estimar a área em vez de definir a mesma como premissa, está no fato de que os projetos de instalação de unidades sucroenergéticas partem da capacidade de moagem e não da área de produção”.
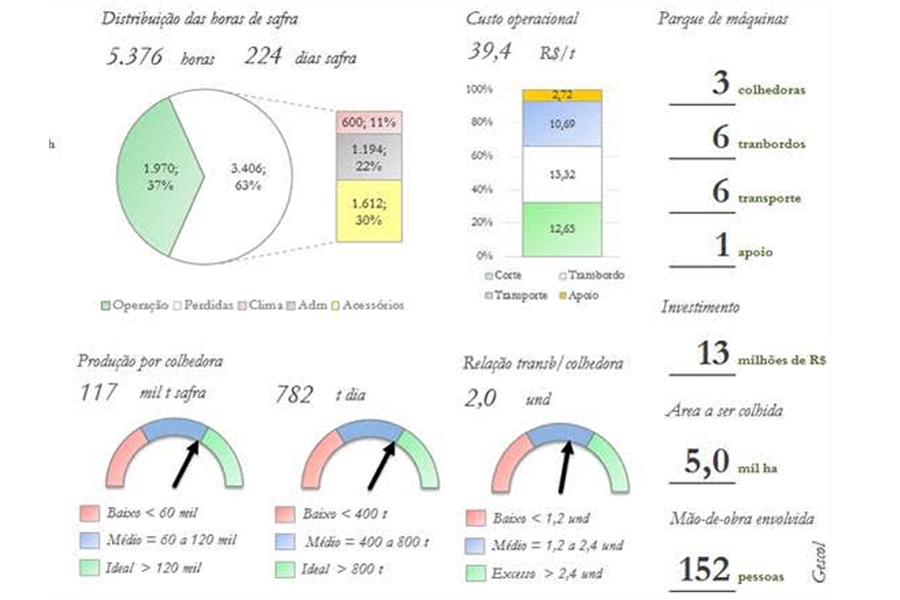
Na sequência são inseridos os dados técnicos/operacionais dos equipamentos envolvidos nos subsistemas de corte, transbordo, transporte e apoio. Com base nestes dados são realizados os cálculos das capacidades operacionais, de campo ou de produção e de indicadores de desempenho, tais como a quantidade de cana colhida por máquina; relação transbordo por colhedora; distância percorrida por caminhão na safra, entre outros. “A razão entre o ritmo operacional e a capacidade operacional resulta, no caso do corte, no número necessário de colhedoras para atender a demanda industrial, desencadeando, por sua vez, a quantificação dos demais equipamentos envolvidos, número de conjuntos, encerrando-se a etapa do dimensionamento operacional”.
Dimensão econômica – A inserção dos dados econômicos também é realizada a partir dos subsistemas e servem de base para determinar os custos totais, soma de custos fixos e variáveis, que são expressos em função das horas de utilização ou distância percorrida, no caso do transporte. Relacionando os custos totais com as respectivas capacidades operacionais, determina-se o custo operacional, expresso em reais por tonelada (R$ t-1).
“Se tanto o dimensionamento operacional como econômico atenderem as necessidades das premissas propostas, a rotina de cálculo é encerrada. Caso contrário, as condições iniciais devem ser revistas, iniciando-se uma nova rotina. Mais importante é que, com base nos resultados, podemos afirmar que o modelo pode ser utilizado como uma ferramenta amigável, de simples manipulação, de apoio em tomadas de decisão relacionadas ao sistema mecanizado de colheita”, sintetiza Rosa.
Texto: Caio Albuquerque (20/04/2017)